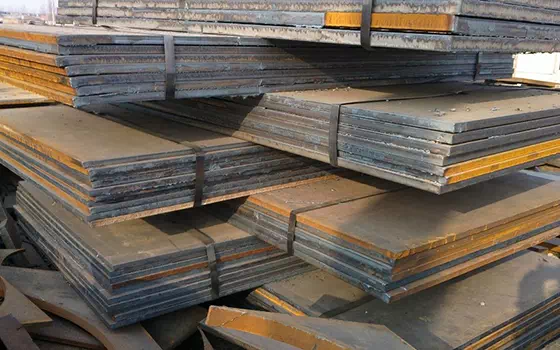
1. What is galvanized parts?
The usual treatment method of galvanized parts is hot dip galvanizing, which is an important process of steel structure anticorrosion treatment. Widely used in highway guardrail, roof compression steel plate, launch tower, TV tower, railings and so on.
Hot dip galvanizing is the process of immersing steel in molten zinc at temperatures of 440-465°C or higher. The iron matrix reacts with the molten zinc to form an iron-zinc alloy layer covering the entire surface of the workpiece. The galvanized surface has certain toughness, can withstand great friction and impact, and is well combined with the matrix.
2. Corrosion products of galvanized parts.
Zinc, as an active metal, oxidizes with oxygen in the air. Zinc oxides form within 24-48 hours after galvanizing and take about a year to cover the entire surface. In rain, dew and high humidity, zinc oxide is converted to zinc hydroxide. The final case is zinc oxide and zinc hydroxide combined with carbon dioxide to form zinc carbonate. Zinc carbonate is a dense insoluble substance that forms a protective film. Zinc oxide and zinc hydroxide are soluble and not dense. They adhere loosely to the surface, so the coating on the surface of zinc oxide or zinc hydroxide does not adhere well. The actual problem is that zinc oxide, zinc hydroxide and zinc carbonate are all white, forming a dark gray appearance on the galvanized surface, so the naked eye can not tell which is formed.
If the workpiece is transported in a stack, free flowing air cannot enter, and carbon dioxide cannot form zinc carbonate with it. Only loose zinc oxide and zinc hydroxide form. We will see loose white sediment on unpackaged galvanized pieces. If this reaction process can be continued, it will cause the moisture between the workpiece to react with zinc, consuming the zinc layer. Unprotected steel plates will rust, and red rust will be seen beneath the sediment. This white deposit is called a "wet deposit".
Manufacturers sometimes coat the surface of galvanized parts with oil to prevent water vapor and zinc from reacting. Another method is chromic acid or phosphoric acid passivation. The passivation process of cooling in a water bath is harmless in itself, but there may be a small amount of grease on the surface of the passivation tank, which will adhere to the surface of the galvanized piece when it is peeled off. Paint does not adhere to chromate passivation surfaces, but adheres well to phosphating surfaces. If the galvanizing has been well pre-treated, unfortunately, we don't know which one to use. So it is recommended to consult before galvanizing.
3. Galvanized parts that have been fully exposed to sunlight and have been used for a long time. Galvanized parts that have been fully exposed to sunlight for a year, preferably two years, will be completely covered with a protective layer of zinc carbonate. The usual surface treatment method is a mild wash of 97 bar (1450p si), and the repair of local damage is also necessary. The galvanized parts used for many years will have zinc layer defects, reddish-brown stains, which may be thought to be the bare steel surface rust, but in fact, the hot-dip galvanized parts are the zinc-iron alloy layer below the pure zinc, and these stains may come from the alloy layer. Of course, it's hard to tell whether it's rust or alloy. The best way is to use an electronic or magnetic thickness gauge, because the galvanized layer is generally 50-125 microns, and if the corresponding thickness cannot be measured, it means that corrosion has occurred.
The exposed local area of the rust or zinc-iron alloy layer can be locally polished, and the surrounding galvanized layer can be removed if necessary to form a good slope transition layer. Organic zinc-rich repair is a better method. For best adhesion, it is recommended to sweep the sand.
4. Repair of damaged galvanized parts.
Damaged galvanized parts can be repaired using an epoxy zinc-rich paint according to SSPC Guide 14 "Organic zinc-rich for the Repair of Defects in galvanized and inorganic zinc-silicon cast iron". Another effective method is to use cold galvanized products, in addition to ordinary packaging, there are also watering can packaging.
5. Surface treatment.
Sometimes the initial treatment with zinc oxide or zinc hydroxide may not be thorough, and a good surface treatment is necessary in order to obtain good paint adhesion. Commonly used methods are: phosphating treatment, acrylic passivation, phosphating primer, sand sweeping.
5.1 Phosphating treatment
Phosphating process is to form an inactive phosphate coating on the surface of galvanized parts with phosphoric acid solution. It slightly etches the surface to prevent the formation of zinc oxide. The solution can be dipped, sprayed or brushed. Leave on the surface for 3-6 minutes, then rinse with water. The surface will form black, so it is easy to see if the surface has been phosphating. The surface must be dry before painting. Galvanized phosphating is much more reliable than field phosphating. If a zinc-rich primer is to be used, phosphating is not advisable.
5.2. Paint phosphating primer wash primer.
Phosphating primer is a coating used to neutralize surface oxides and hydroxides whose role is to etch galvanized surfaces. The commonly used phosphating primer is polyvinyl butyral (SSPC paint 27). The coating is very thin, only 7-13 microns [0.3 to 0.5 mil], if the galvanized surface is completely covered, sprayed too thick, it will lose cohesion, causing the paint film to tear.
5.3. Acrylic passivation.
This is a maturation process in which the surface is passivated and roughened with an acid acrylic solution. With a thickness of 1 micron (0.04 mil), this is basically a surface treatment method. It must be completely dry before painting.
5.4. Sand cleaning.
Galvanized surface cleaning is the work of some workshops. Sand sweeping must be very careful not to damage too much zinc. Be careful not to remove more than 10 microns of zinc during cleaning. Please refer to the following suggestions:.
a. Abrasives: alumina, aluminum silicate, olivine and slag.
b. Mohs hardness less than 5.
c. Particle size is 0.2-0.5 mm.
d. Pressure: 2 to 3 bar
e. Distance: 300 to 500 mm
f. Angle :30-60°.
g. Ambient temperature: 20 to 25 degrees Celsius
h. Relative humidity: The relative humidity is less than 50%
Application time: Paint within 1 hour after blasting.
6. Paint the surface of galvanized parts.
Galvanized parts are available in a variety of paints, and sometimes the choice depends on the finish. However, some coatings are not suitable for use on galvanized parts, especially oil-based alkyd paints. The most commonly used coatings for galvanized parts are epoxy coatings and water-based acrylic coatings. There are many kinds of epoxy coatings. They must be specially designed for galvanized parts. Epoxy resin will chalk in sunlight, so the coating is the best aliphatic polyurethane coating for good appearance and chemical resistance.
Water-based acrylic paint dries quickly. It is a good topcoat and is easy to reapply. However, although water-based latex paint dries quickly, it takes 2 to 4 weeks to fully cure. As a result, their initial adhesion and wear resistance are poor. For new buildings, dealing with damage may occur. Acrylic paint can be directly applied to the surface of galvanized parts, of course, it is best to have phosphating primer as a primer. Some acrylic paints contain ammonia, which can cause the paint to flake if the pH is high. If the galvanized part is embedded, asphalt paint or epoxy asphalt paint can generally be applied. Asphalt epoxy works best on swept or phosphating primer surfaces. Epoxy zinc-rich paint can be sprayed directly on the surface of galvanized parts. Not all epoxy zinc-rich coatings will work, please check the coating product data sheet.
Oil and alkyd paints should not be used on galvanized surfaces unless specially formulated. Because zinc is an alkali metal, zinc and the coating base material will saponification reaction, sometimes adding some water will have soap liquid out. The saponification reaction requires water vapor, and a well-attached paint film will only peel off after the water vapor has passed through the film. Experience has shown that paint will not come off after 6 to 12 months outside. Part of the alkyd resin can be used for galvanized parts, such as adding a certain amount of cement to prevent saponification.










{kind=link}