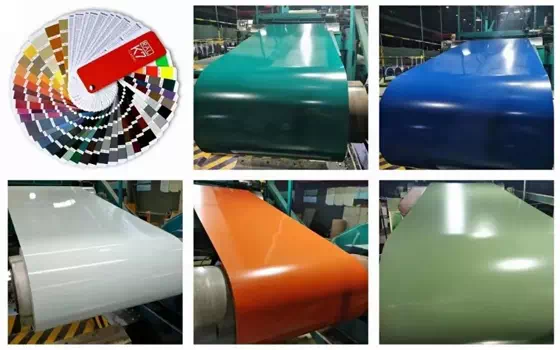
In the past, for the calculation of the internal stress of the steel coil during the winding process of the color steel coil, we usually regard the steel coil as an elastic thick wall cylinder or an elastic combination cylinder to deduce and solve.
In the past, for the calculation of the internal stress of the steel coil during the winding process of the color steel coil, we usually regard the steel coil as an elastic thick wall cylinder or an elastic combination cylinder to deduce and solve. However, in fact, the thickness of the color steel coil is usually larger, and it has obvious non-circular characteristics along the circumference. If the circular curve is processed, the calculation error will be very large.
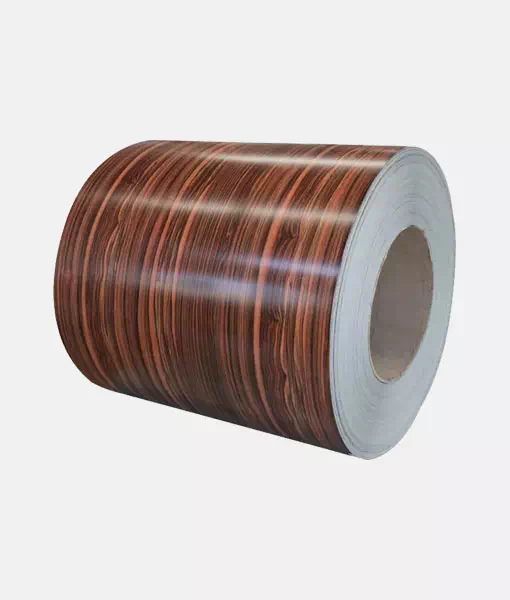
In order to solve this problem, we propose a new solution to the problem that the non-circular properties of the inner strip of the coil become more obvious with the increase of strip thickness during the hot rolled color steel coil coiling. We find that the circular symmetric closed cylinder model used in the past not only deviates greatly from the actual state of the strip, but also cannot accurately predict the problem of interlayer slip. Therefore, we fully combine the equipment and process characteristics of the hot rolling coiling process, and adopt the spiral open cylinder model.
In our model, we take into account the uneven distribution of stress and deformation along the circumference of the winding process, as well as the fact that the steel coil is not in complete contact with the drum. Based on these considerations, a set of internal stress distribution model suitable for hot rolled color steel coils is proposed, and the corresponding conditions for determining interlayer slip are given.
In order to verify our model, a software for predicting internal stress and interlayer slip of steel coils is developed and applied to production practice. Through practical application, we find that this model can effectively predict the stress distribution and interlayer slip in the process of hot rolled color steel coil, so as to provide a strong support for production practice.
In the process of winding, we also found that with the increase of the diameter of the coil, the radial pressure of a certain layer of color steel coil increases. For the inner layer of steel coil, the increase of the lead is especially large, resulting in the probability of bonding between layers will increase significantly; But for the uncoiling steel coil, the radial pressure decreases layer by layer from inside to outside. For the circumferential stress law is not the same, the minimum value often occurs in a layer inside the steel coil, the circumferential stress of the head of the color steel coil decreases with the increase of its pressure, and some layers in the middle of the steel coil reduce the largest, if the initial winding tension is large, it may also appear negative.
In addition, we also found that for the soft and thin color steel coil, when the tension of the color steel coil is less than the initial given value without tightening, the radial stress inside the steel coil is too small, which is easy to cause the slip between the layers and cause the collapse of the coil; Although the large tension can be used to avoid the collapse defect, for the head of the color steel coil, the winding tension is too large, resulting in the tangential compressive stress of the first few rings is too large, and when the steel coil is interfered with by the impact during lifting or placing, it often produces heart-shaped defects.
In view of the current cone-controlled hard core coiling technology, we found that when unwinding and exiting the drum, because the inner layer of the steel coil shrinks inward, when the slope of the tension taper curve is too large, the coiling core is often very likely to cause too much tension stress.











{kind=link}