


Apr 20, 2023
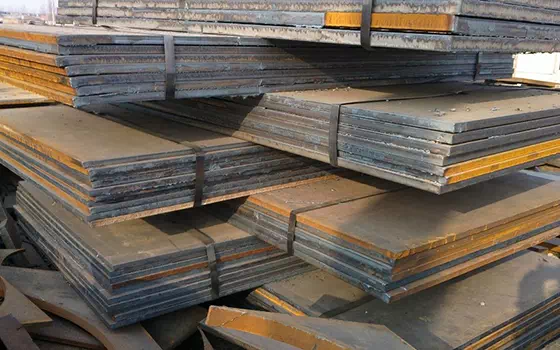
Carbon steel wire galvanized on a surface by electroplating
Galvanized steel wire is 45#, 65#, 70# and other high-quality carbon structural steel drawing, and then galvanized.
Welcome to Shandong Zhishang Steel Co., Ltd.
Get a free quote quickly!
Apr 20, 2023
Galvanized steel wire is 45#, 65#, 70# and other high-quality carbon structural steel drawing, and then galvanized.
Galvanized steel wire: Carbon steel wire galvanized on a surface by electroplating
Galvanized steel wire is 45#, 65#, 70# and other high-quality carbon structural steel drawing, and then galvanized (electric galvanized or hot dip galvanized).
Galvanized steel wire is carbon steel wire galvanized on the surface by hot plating or electroplating. Its performance is the same as that of straightening and tempering steel wire. It can be used as unbonded prestressed reinforcement, but at least 200 ~ 300g zinc plating per square meter area. It is often used as the parallel wire cable of cable-stayed bridge (in addition, flexible cable cover is used as the outer protection).
Physical properties: galvanized steel wire surface smooth, smooth, no cracks, joints, thorns, scars and corrosion, galvanized layer uniform, strong adhesion, corrosion resistance lasting, toughness and elasticity is excellent. The tensile strength should be between 900Mpa-2200Mpa (wire diameter Φ0.2mm-Φ4.4mm). The number of torsion (Φ0.5mm) in more than 20 times, repeated bending should be more than 13 times.
The thickness of the hot zinc coating is 250g/m. The corrosion resistance of steel wire is greatly improved.
Purpose: Galvanized steel wire is mainly used for planting greenhouses, farms, cotton packaging, spring and wire rope manufacturing. It is suitable for engineering structures with bad environmental conditions such as cable and sewage tank of cable-stayed bridge.

Zinc layer uniformity
The uniformity of zinc layer affects the corrosion resistance and service life of products, so it should be included in the standard for testing and assessment. Coating uniformity can be measured by coating uniformity η or coating thickness mean H and standard deviation S. In the process of hot dip galvanizing, necessary measures should be taken to improve the uniformity of galvanizing layer.
The quality of zinc coating can be evaluated by the weight of zinc coating on the substrate, the binding force between the zinc coating and the substrate and the uniformity of the coating. Zinc layer uniformity is an important quality index of galvanized layer. In general use, corrosion always starts at the thinnest zinc layer and spreads around, leading to rust and broken wire that affects the service life. For the coating weight and binding force, the standards have clear provisions, but the uniformity is different, in the 1970s, ISO standards and world standards generally provide for copper sulfate test to test. By the 1980s, this method was no longer used in ISO standards and international standards except Japan and the former Soviet Union. Although some standards in our country, such as GB/ T15393-94 "steel wire galvanized layer" and the way of "can be carried out by agreement between both parties" have reserved this method, but most of them are no longer used. However, the old detection methods for zinc layer uniformity have not been established, and there is no uniform definition and requirement for uniformity, so that some producers do not monitor and detect the uniformity of coating well, which affects the further improvement of product quality.
For galvanized steel wire, the requirement of coating uniformity is that the coating is uniform on the transverse (radial) section, and the other is that the coating on the longitudinal (axial) steel wire cross section is almost the same. Local zinc layer accumulation (commonly known as zinc tumor) on the steel wire surface caused by steel wire jitter, zinc liquid level fluctuation, surface scum in the plating pot and other reasons should be eliminated by correcting the tool and standard operation. Regardless of these random and irregular accumulation of zinc layers, the zinc layers of each section on the full length of the steel wire will not have much difference under the condition of determining the tool, stable process and the same operating specification. Therefore, a cross section perpendicular to the steel wire without zinc layer accumulation can be selected for the evaluation of coating uniformity [3].
Measures to improve the uniformity of steel wire galvanized layer: the causes of uneven coating during hot dip plating are as follows:
(1) the steel wire extraction and zinc liquid level is not vertical, so the steel wire extraction with the plating bath is not solidified under the action of gravity can not flow down the circumference of the steel wire evenly, resulting in the solidification of the coating deviated from the geometric center of the steel wire;
(2) the wiping situation (such as the size of charcoal particles, the tightness of the contact between charcoal and steel wire, the flow and pressure of air rub, etc.) the difference in the circumference of the wire upward;
(3) zinc level fluctuation and steel wire jitter, zinc liquid scum stuck on the steel wire surface, etc.;
(4) The uneven deformation of zinc scraping and zinc layer caused by various reasons during the drawing of steel wire after plating. In severe cases, even partial pure zinc layer is completely lost.
Measures should be taken: improve the design, adjust the tool, ensure that the wire by the wire roller of the closure shaft and the lead frame is perpendicular to the zinc level, to the closure shaft wear must be adjusted in time to the position of the wire roll or turn the closure shaft to ensure that the wire and the liquid level. Wipe the charcoal particles to be uniform and solid. Adding zinc should be far away from the lead and slowly push into, the position of the pressure shaft to the operating surface of the zinc pot can not be too close, the production line had better have tension control device to prevent zinc level fluctuation.
Drawing technology
Plating before pulling process: In order to improve the performance of galvanized steel wire, the process of drawing the steel wire to the finished product after the lead catching process is called plating before pulling process. Typical process flow is: steel wire - lead hardening - galvanized - drawing - finished steel wire. The process of plating before drawing is one of the shortest process in the drawing method of galvanized steel wire, which can be used for hot dip galvanizing or electric galvanizing after drawing. The mechanical properties of steel wire after hot dip galvanizing are better than those after first drawing, and the zinc layer is denser and resistant after electrogalvanizing. Both can obtain thin and uniform zinc layer, reduce zinc consumption, reduce the load of galvanizing line.
Middle plating and drawing process: middle plating and drawing process is: steel wire - lead quenching - one drawing - galvanized - two drawing - finished steel wire. In plating after drawing is characterized by the lead quenched steel wire after a drawing galvanized and then after two drawing to the finished product, galvanized between two drawing, so it is called 'in plating,. The zinc layer of steel wire produced by medium plating after drawing is thicker than that produced by first plating after drawing. Hot dip galvanizing can give a higher overall compression rate (from lead quenching to finished product), than the first plated then drawn steel wire performance.
Mixed plating and drawing process: For the production of ultra-high strength (3000 n/sq mm) galvanized steel wire, the "mixed plating and drawing" process should be used. The typical process flow is as follows: lead quenching - one drawing - pre-galvanizing - two drawing - final galvanizing - three drawing (dry drawing) - water tank drawing a finished steel wire. The above process can produce ultra-high strength galvanized steel wire with carbon content of 0.93 to 0.97%, diameter of 0.26 mm and strength of 3921 n/sq mm. The zinc layer can protect and lubricate the steel wire surface, and no wire break occurs during drawing.







{kind=link}