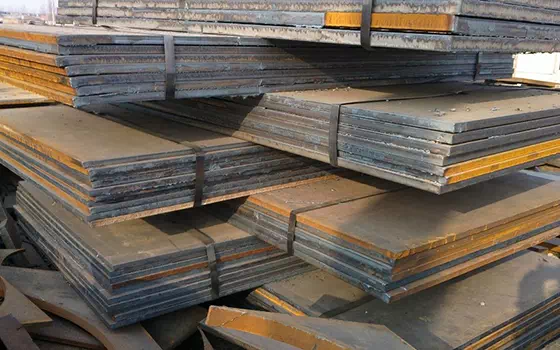
30CrMnSiA wide and thick plate steel is widely used in oil transportation pipelines, clean new energy wind power and other projects, but with the increase of steel plate thickness demand, rolling compression ratio is low, steel plate surface defects increase, the main surface defect types are: 1, the star crack on the edge of the steel plate is mainly within 80mm of the edge of the steel plate, and expands inward with the increase of the width ratio, under normal circumstances, the width ratio is greater than 1.35, in the shape of a mountain, chicken claw, this is because the composition of the wide and thick plate steel is added to B and Nb, V, Ti, Ni and other alloy components, microalloying steel is sensitive to cracks, easy to produce corner cracks. The edge cracks appear after rolling extension.
30CrMnSiA is a medium carbon tempered steel with high strength and poor weldability. 30CrMnSiA has high strength and sufficient toughness after tempering, and the hardenability is good. After conditioning, the material can be used as sand wheel shaft, gear and sprocket. 30CrMnSiA has good processability, small deformation and good fatigue resistance. Used for shaft, piston and other spare parts. Used for various special wear-resistant parts of automobiles and aircraft.
Chemical composition
Silicon Si: 0.90 ~ 1.20
Manganese Mn: 0.80 ~ 1.10
Sulfur S: Allowable residual content ≤0.025
P: Allowable residual content ≤0.025
Chromium: 0.80 ~ 1.10
Nickel Ni: Allowable residual content ≤0.030
Copper Cu: Allowable residual content ≤0.025
Mechanical property
Tensile strength σb (MPa) : ≥1080(110)
Yield strength σs (MPa) : ≥835(85)
Elongation δ5 (%) : ≥10
Section shrinkage (%) : ≥45
Impact power Akv (J) : ≥39
Impact toughness value αkv (J/cm²) : ≥49(5)
Hardness: ≤229HB
Specimen size: specimen blank size is 25mm
peculiarity
It has high strength, but it is a medium carbon tempered steel with greater hardenability, so the welding performance is poor.
The material has high strength and sufficient toughness after tempering, and the hardenability is good. After conditioning, the material can be used as sand wheel shaft, gear and sprocket. If making a cutter, roughing into a cutter shape. Tempering treatment. Milling blade with carbide milling cutter, polishing machine polishing. There should be no problem with a surface roughness of 3.2. The color of the material is gray, galvanized is not only for a beautiful, but also rust prevention.
Measures:
1) By realizing the functions of dynamic water distribution and dynamic gas distribution, the influence caused by the temperature fluctuation of molten steel superheat, cooling water and compressed air can be eliminated to ensure the uniform and stable cooling of the billet during the casting process and improve the cooling control precision of the billet.
2) Strictly control the w (N) in the molten steel, requiring w (N) in the steel to be less than 10×10-6 to avoid the formation of NbN, AlN, TiN, etc., in the cooling of the billet and precipitate at the grain boundary to produce surface and corner cracks.
3) The transverse cracks on the upper surface of the steel plate may occur on both the upper and lower surfaces of the steel plate, in the shape of peaks, and the normal cutting edge cannot be cut off, and the slight degree of individual grinding can be carried out, mainly because the cooling strength of the secondary cooling water on the surface of the casting billet is too large, and the cracks extend along the vibration mark trough causing transverse cracks on the surface of the steel plate.
Measures:
1) Adjust the water amount according to the temperature and the temperature of the medium. On the basis of ensuring the internal quality, reduce the amount of water in the straightening sector and keep the straightening area as weak cold.
2) Argon protection casting, reduce the nitrogen content in the molten steel, avoid the combination of N in the alloy steel to form NbN, TiN, BN and other compounds, nitride precipitated cracks at the grain boundary.
3. Black line on the edge of the steel plate The defect morphology is that the longitudinal length of the edge of the steel plate exists, and the larger the broadening ratio, the closer the defect position is. Because the metal temperature at the corner of the slab drops fast and the cooling water temperature of the medium is low, the edge is always in a state of low temperature and high stress, resulting in micro cracks and can not be welded after oxidation at high temperature, resulting in black lines. Measures: (1) Clean the corners of the billet with chamfering or use chamfering crystallizer to make the corners of the billet close to the arc and avoid the defect caused by the sharp corner folding on the steel plate. (2) Increase the lifting time of the casting billet to reduce the contact time between the lower surface of the casting billet and the resistant material, so that the atmosphere in the heating furnace can fully heat the lower surface of the casting billet and reduce the temperature difference between the upper and lower surfaces after the casting billet is out of the oven. (3) Install a protective baffle plate on the rolling table cooling water to avoid the cooling of the lower surface of the steel plate and reduce the temperature drop difference between the upper and lower surfaces.










{kind=link}